

What’s the proper way to "hallmark" or "stamp" your platinum castings?
We use 95% Platinum 5% Ruthenium exclusively. For hallmarking information please click here.
What are the best .stl settings
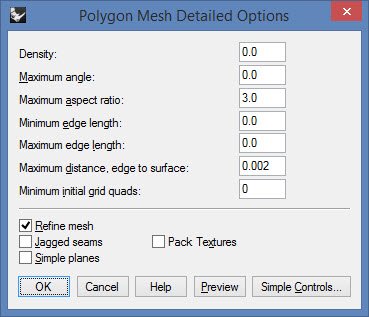
Rhino mesh settings
These .stl settings will ensure a super smooth model for 3D printing or milling. With the high resolution capabilities of the latest printers, inaccuracies and “faceting” in low resolution stl files will be noticeable. Whatever software you use, meshes must be “watertight.”
What are the do‘s and don’ts about model prep for casting
1) When wax work is done on the same bench that’s used for jewelry repair, contamination (especially on injected waxes) is inevitable. Consider handling wax in a separate area with minimal polishing dust.
2) Polishing compound present on fingers when handling wax: Remember why you send your polishing dust to the refiners? Well, all that gold gets transported into the wax by the oils in the polish! Just like a sponge;especially with injected wax. Therefore, no amount of surface cleaning will help (seriously), and your casting result can expected to be full of surface defects. Would you rather spend a whole day or an hour cleaning your castings?
3) Orange-clean/ orange/citrus smelling solvent. This produces a chemical reaction with the investment and will result in horrible surfaces. Instead, use isopropyl alcohol. Do not clean your waxes in the ultrasonic unless it’s dedicated for that purpose (and not jewlery repair).
Will my model cast?
Sometimes models we receive are not castible!
As much as one wants to keep manufacturing “in house”, (especially if you’ve invested many thousands of dollars on CAD/CAM systems), sometimes that’s an invitation to a paid education.
If I way my model, how much will the casting weigh?
If your model is made of wax, multiply by its weight by 22.00, then you’ll have a good approximation of what your casting will weigh. To convert from pennyweight to grams, multiply (dtw) x (1.555) = your weight in grams. For Envisiontec models, multiply by 18.7 (instead of 22), and for Solidscape models, multiply by 15.7 (instead of 22). You may also calculate the volume of your CAD file; platinum’s density factor (approx 22) applies. Actually the density factor is 21.4, but we say 22 because it’s better to estimate slightly heavy due to sprue cuts and other factors.
What’s the best way to ship models?
Sometimes models are delivered with prongs broken off, or stress cracks in them and we’ll take a few minutes and fix them at no charge (and do a good job!).
Some good packing tips for fragile models:
Do you cast scrap platinum?
Short answer: Yes but…
Before we go into the long answer as to whether this is a good idea or not, let’s address the most important factor:
Is there enough metal to cast?
In our platinum casting process, we’ve found that there’s a “threshold” for the minimum amount of metal needed to cast: not less than one ounce (31.1g). Casting successfully requires that there be enough energy in the casting system to keep the metal from freezing before the mold is filled, and since platinum freezes extremely fast, messing around isn’t worth it (in other words, you’re welcome to hire us to prove what’s already been proved if you like to gamble and lose!). If you have the minimum amount of scrap platinum for casting, then keep reading…
The first thing to determine is how much the model will weigh in platinum. Exact weight is not needed (pretty tough to do when the design plan is not specified!)- so it’s best just to determine whether it will be light: 1-10 grams (g) medium 11-20g or heavy 20g and above.
Now that you’ve determined whether the ring will be light, medium or heavy, you know that you’ll need at least an ounce of platinum to cast, but if the ring will be over a half an ounce (or about 15g) then you’ll need to start adding more platinum to the melt. For example, if your ring will weigh 25g, the formula is something like this:
Amount needed = 31.1g + approximate weight (-) 15g *
*Remember that the formula is for pieces that will weigh more than 15g, otherwise a 31.1g melt is sufficient. So if I have a piece that will weigh about 21g, the math says I need 37.1g to cast.
Now that the possibility of saving the customer a ton of money is looking like a good enough reason to travel away from tried and true methods for manufacturing, let’s look at the drawbacks.
Drawbacks:
If alloy integrity cannot be assured, a successful result cannot be assured either. It’s one thing to melt down wedding bands of a known alloy, but it’s another thing to just use metal off the street. Here’s the bottom line: Is the customer willing to pay for a failed manufacturing attempt? How many times? How can the work be guaranteed? Who is responsible for the metal if it’s spilled or lost in the manufacturing process (accidents happen!). How much metal can they expect back, and what if they’re not happy with the amount returned?
As one can see from the photos above (click on them to enlarge), the discolored flask was using customer’s metal, and the other flask is using metal from our stock. I’m guessing that this melt had quite a bit of gold alloys in it (gold, copper, silver, zinc etc.), which explains the red discoloration. There was also a brown has near the button which is anything but platinum. The jeweler who worked on the piece was not happy, because the contamination made the piece much more difficult to polish/finish – who wants to make finishing/polishing platinum any more difficult than it already is?
Another drawback is that contamination can lead to total manufacturing failure: brittle metal, is an enemy to jewelry and stone setting.
Overall, we all want to make sales and make customers happy. Sometimes we’re blinded to the consequenses of going outside safe boundries ( the whole purpose for process control!) becasue we don’t want to lose sales or disappoint people, let alone lose their trust. Therefore, if we’re going to cast any other metal than our own, the customer assumes all risk of loss, loses any guarantee of success and quality. Let’s leave the gambling for the casinos!
What do you recommend for platinum solder?
We’ve searched for high platinum-content platinum solders for quite a while, then we learned that you could actually buy 90%, 92.5%, and 95% platinum solder (depending on melting point)! The best part is that you can actually get low melting point solder with no discoloration! Thanks to PM West for this great product! Learn more here.
What’s the best platinum alloy for casting?
We exclusively use 95% platinum ruthenium because it offers the best combination of color, hardness, and workability. It also may be stamped “PLAT” according to FTC guidelines.
One of the great benefits to pure platinum is that it’s “hypo allergenic.” Well, technically, it’s non-reactive, therefore, alloy choice becomes critical in keeping platinum jewelry “non-reactive” or “hypo allergenic.” There are several alloys out there that make platinum jewelry reactive – in otherwords, people develop skin irritations. The most notable “reactive” alloy is platinum/cobalt. This alloy was developed with the intent of making platnium easier to cast (but with little concern of the loss of benefit to the end customer). It also adds magnetic properties to platinum…not fun when trying to separate steel from bench-sweeps!
Another reactive alloy would be platinum/copper: the biochemistry of certain people causes them to “leech” copper out of jewelry alloys. Although platinum copper is not as common, it’s out there. For more information from the Platinum Guild, click here.
How do I take the best pictures of gems or other objects?
Make sure the image has crisp focus and shows boundaries and details clearly
FAQ didn’t answer your question?
Here are several ways to get ahold of us